1,单向丝杠测量法:
1) 顶径的测量:螺纹顶径的尺寸,一般都允许有较大的误差,外螺纹顶径可用游标卡尺
或千分尺测量,内螺纹顶径可用游标卡尺测量。
2)丝杠螺距的测量:螺距一般可用钢尺测量,
3)丝杠中径的测量:(1)用螺纹千分尺测量螺纹中径。(2)用三针法测量螺纹中径。
三针法测量螺纹中径是一种比较精密的测量方法。
2,丝杠综合测量法:综合测量法就是对螺纹的各项尺寸用螺纹量规进行综合性的测量
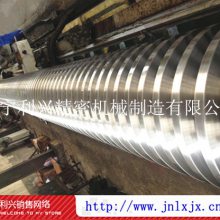
梯形丝杠螺纹有30度梯形丝杠螺纹和29度梯形丝杠螺纹,大型丝杆副定制加工,可依次加工成规定角度。30度梯形螺纹用的螺距表示,29度梯形螺纹按照1in多少牙数来表示。
要加工梯形丝杠螺纹,先加工矩形时,要尽量做到只加工到8分的尺寸。矩形丝杠螺纹一次的进给量只能在0.05~0.1mm左右。但是沟槽较深,所以会花费很多的时间。而加工牙侧时,大型丝杆生产厂家,进给量为0.05mm,就会有30度的角度。
读出的刻度=0.05mm*cot15度
=0.05mm*3.732≈0.2mm
会产生原来的4倍的切屑量。也就是说,同样的切屑,大型丝杆,由于螺纹升角,运动中的切削刃长度会变长,切屑就会变薄。
大型梯形丝杠梯形螺纹要求精度较高,因此加工时比普通三角形螺纹复杂一些,但只要掌握车削螺纹的方法,不管多么复杂的工件,只要装夹螺纹。
②左右切削法车削螺纹时,除了用中拖板刻度控制螺纹车刀的垂直进给外,大型丝杆配锡青铜螺母,同时使用小拖板的刻度控制车刀左、右微量进给(借刀),这样重复切削几次行程,直至螺纹的牙形全部车好,这种方法叫做左右切削法。